一、客户概况
某某汽车制动器公司总投资8亿元,主要生产制动鼓、轮毂等产品,形成了年产制动鼓100万件产能,目前与东风汽车、长春一汽、柳汽集团、红岩依维柯、安徽安凯、广东富合等合作关系。


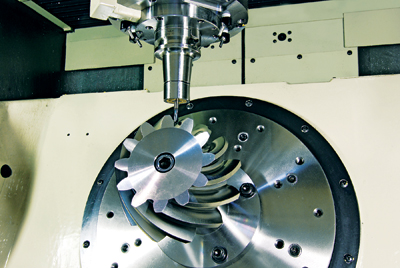
1、制动鼓( 材质:HT250 )工艺如下: 毛坯→粗车大端→粗/精车小端→精车大端→加工中心钻孔→清洗→烘干→喷漆→烘干→涂油

2、轮毂( 材质:QT500 )工艺如下: 毛坯→粗车短端→粗/精车长端→精车短端及长端 →加工中心钻孔→清洗→烘干→涂油

3、清洗工艺: 喷淋清洗→烘干→喷油漆→烘干→涂防锈油(喷淋的方式)

贵公司在2013年建厂开始使用武汉玻尔科技股份有限公司的切削液CF216,是由于我司产品在其他制动器工厂成功的 应用,一直稳定的使用到现在。
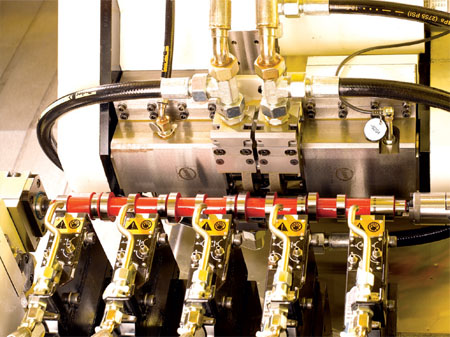
二、制动鼓及轮毂润滑难点 对润滑性有一定的要求,在最后一道工序,轮毂的加工中心钻孔,有攻丝最小尺寸深度20mm 的M8孔。

对切削液的防锈性要求及高,体现在以下三个方面:
1、工件材料是极其容易生锈的材质
2、根据车型不一样,生产的品类多,工件在工序间的存放有可能要到5-7天
3、加工工件大、有一些地方有凹槽和缝隙,在工序间存放过程中一般工件上面都会有切削液及铁屑,容易出现电化学腐蚀。

由于加工中心的钻孔是最后一道工序切削液的浓度控制需要高一点,来满足防锈及润滑的要求,在前几道工序粗车(Ra=6.3)、精车(Ra=3.2)对润滑要求一般,浓度可以控制低一点,通过不同浓度的控制来达到生产要求,减少切削液的消耗量。
三、工艺用油要求
水基切削液:
1、防锈性好,满足3-5天的存放要求
2、切削液的沉降性好,切屑较容易沉降到底部
3、使用寿命长
清洗剂:
1、高压低泡,带一定的防锈性
2、清洗剂的使用周期长,减少使用量
防锈油:满足终端较长年限的防锈要求,必须使用硬膜防锈油。
文本标签: